/ / /
Опоры трубопроводов ОСТ 36-146-88
Опоры трубопроводов ОСТ 36-146-88
Основные параметры
- Опоры предназначены для крепления труб из углеродистой и низколегированной стали при строительстве технологических трубопроводов с наружным диаметром от 18 до 1420 мм, транспортирующих вещества с температурой от 0 до 450 °С и условным давлением Ру до 10 МПа при температуре окружающей среды до минус 70 °С.
- Величины осевых и боковых допускаемых расчетных нагрузок заданы при условии отсутствия внешних изгибающих моментов.
- Пределы применения опор по допускаемым нагрузкам для трубопроводов, прокладываемых в сейсмических районах, устанавливает проектная организация.
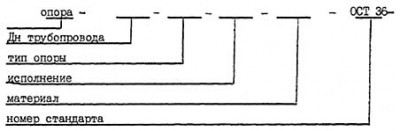
- Все опоры условно обозначаются по следующей схеме:
Технические требования
- Опоры должны изготавливать в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
- Качество и свойства материала, крепежных деталей для изготовления опор должны быть подтверждены сертификатами заводов-изготовителей.
- Вид климатического исполнения по ГОСТ 15150-69 устанавливается в рабочих чертежах и заказе изделий.
- Детали опор должны изготавливаться из листового, полосового и круглого проката по ГОСТ 16523-97, ГОСТ 14637-89, ГОСТ 19903-74, ГОСТ 1577-93, ГОСТ 19281-89, ГОСТ 5520-79, ГОСТ 103-76, ГОСТ 2590-88, труб по ГОСТ 8731-87 (группа В), ГОСТ 8732-78, ГОСТ 10704-91, ГОСТ 10705-80 (группа В), швеллеров по ГОСТ 8240-97, уголков ГОСТ 8509-93, ГОСТ 8510-86.
- Качество и свойства материала и полуфабрикатов для изготовления опор должны быть подтверждены сертификатами заводов-изготовителей этих материалов и полуфабрикатов.
- Допускается изготавливать опоры из листового проката или труб по другим стандартам или техническим условиям, если установленные в них требования не ниже, чем в перечисленных нормативных документах.
- Типы и размеры сварных швов следует применять по ГОСТ 5264-80 и ГОСТ 14771-76.
- Для сварки опор применяются сварочные материалы по ГОСТ 9467-75, ГОСТ 2246- 70, ГОСТ 8050-85.
- Качество сварных швов должно соответствовать ТИ 25080.00024.
- Резьба на деталях должна соответствовать ГОСТ 24705-81. Допуски на резьбу: для болтов-8g, гаек — 7Н по ГОСТ 16093-81, выход резьбы, сбег, недорезы, проточки и фаски — по ГОСТ 10549-80.
- Крепежные изделия должны соответствовать: болты — ГОСТ 7798-70, гайки — ГОСТ 5915-70. Класс прочности болтов должен быть не ниже 4.6, гаек — 4 по ГОСТ 1759-70. Вид антикоррозийного покрытия болтов и гаек должен выбираться по ГОСТ 9.303-84 в зависимости от условий эксплуатации, определяемых по ГОСТ 15150-69 и указываться в рабочих чертежах.
- Предельные отклонения размеров по ГОСТ 25346-82: Н14; h14; ±IT14/2.
Комплектность
- Опоры должны поставляться комплектно согласно рабочим чертежам, разработанным в установленном порядке.
- В состав комплекта должны входить следующие сборочные единицы и детали:
а) корпус в сборе;
б) хомут;
в) крепежные изделия.
В комплект поставки входит паспорт или сертификат.
С согласия потребителя допускается поставка отдельных деталей и сборочных единиц опор с их комплектацией на месте сборки и монтажа.
Правила приемки
- Опоры должны приниматься техническим контролем предприятия партиями. Партией следует считать изделия одной марки, предназначенные для эксплуатации в одинаковых условиях. Размер партии определяется заказом потребителя, но не более 200 шт.
- Для контроля качества на соответствие требованиям п.п. 2.7; 2.9; 2.10; 2.12-2.19 отбирают 3% от общего числа изделий в партии, но не менее 5 шт.
- При получении неудовлетворительных результатов контроля хотя бы по одному из показателей качества, по этому показателю проводят повторный контроль на удвоенном числе образцов, отобранных от той же партии.
- Если при повторной проверке окажется хотя бы одно изделие не удовлетворяющее требованиям настоящих технических условий, то всю партию подвергают поштучной приемке.
- Потребитель имеет право производить контрольную проверку соответствия изделий требованиям технических условий, соблюдая при этом приведенный порядок отбора и применяя указанные методы контроля.
Методы контроля
- Проверка соответствия изделия требованиям конструкторской документации производится путем внешнего осмотра, измерениями геометрических размеров средствами измерений и сличения с рабочими чертежами.
- Проверка наличия сертификатов на материалы и крепежные изделия производится путем ознакомления с сертификатами, применение материалов без сертификатов не допускается.
- Контроль геометрических размеров по п.п. 2.7; 2.12; 2.13; 2.14 производить универсальным измерительным инструментом.
- Контроль сварных соединений изделий следует осуществлять внешним осмотром и измерениями по ТИ 25080.00024.
- Проверка лакокрасочного покрытия производится внешним осмотром.
- Проверка комплектности, маркировки и упаковки производится внешним осмотром.
Упаковка, маркировка, транспортирование и хранение
Маркировка, наносимая любым способом непосредственно на изделие в местах, указанных на чертежах, должна содержать условное обозначение изделия.
Четкость надписей должна сохраняться в течение гарантийного срока.
- Упаковка деталей сборочных единиц опор должна соответствовать категории КУ- 1 по ГОСТ 23170-78 и обеспечивать их сохранность в течение двух лет.
- Детали и сборочные единицы должны быть уложены комплектно в деревянные ящики по ГОСТ 10198-78.
- Маркировка упаковки — по ГОСТ 14192-77.
- Опоры допускается транспортировать любым видом транспорта.
- Условия хранения сборочных единиц и деталей опор — 4(Ж2) по ГОСТ 15150-69.
- К каждой партии опор должен быть приложен паспорт, заполненный ОТК предприятия-изготовителя.
Гарантия изготовителя
- Изготовитель гарантирует соответствие опор требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации и хранения.
- Гарантийный срок эксплуатации — 24 месяца со дня получения изделий потребителем.



